可制造性设计(DFM)是连接器产品降本增效的源头策略。电子谷系统阐述DFM的核心方法论,聚焦塑胶件注塑、钣金冲压两大关键工艺,提炼壁厚均匀性、脱模斜度、冲裁间隙等设计准则。并给出可操作的DFM检查清单,帮助设计者在研发早期规避制造缺陷,减少返工成本。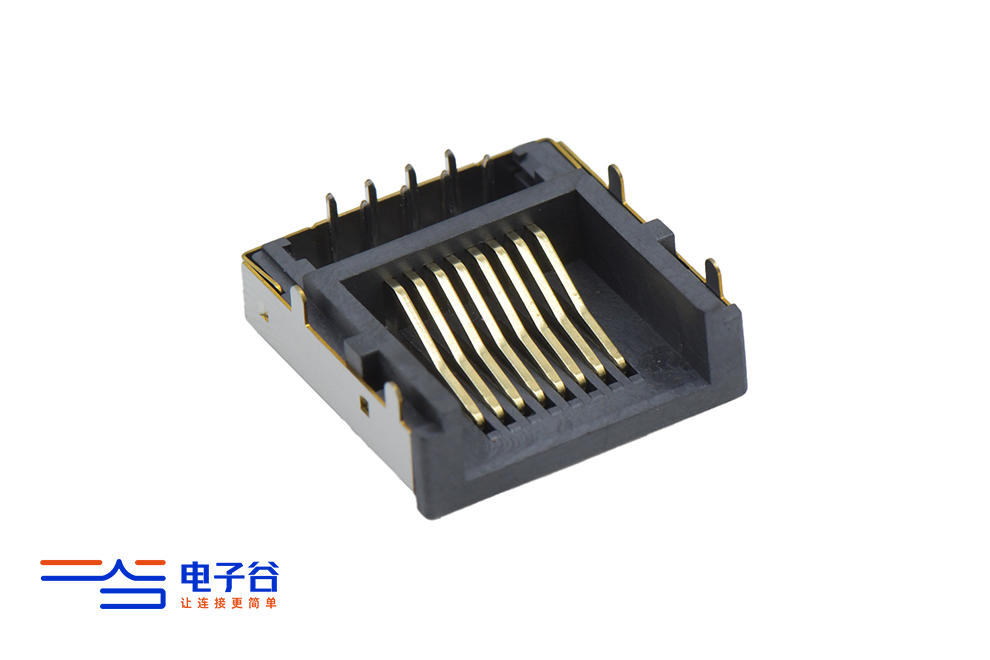
连接器成本的70%在设计阶段已固化。DFM强调在产品设计时即充分考虑制造工艺的约束与能力,避免因设计不当导致的模具修改、良率低下或装配困难。推行DFM是实现从“设计后纠错”到“设计时预防”转变的关键。
1.塑胶件DFM核心准则
连接器塑壳多为精密薄壁件,DFM重点在于:
- 均匀壁厚:壁厚突变是缩水、翘曲的根源。设计时力求主体壁厚一致,变化处平滑过渡。
- 脱模斜度:所有平行于开模方向的表面必须赋予脱模斜度(一般≥0.5°),深腔或皮纹面需加大。
- 避免倒扣:优先通过结构优化消除倒扣,必须倒扣时需设计滑块或斜顶,增加模具成本。
- 圆角设计:尖角处应力集中且充填困难,所有转角应设圆角(内角≥0.5mm)。
- 浇口位置:考虑熔接痕对强度与外观的影响,避免浇口设在受力区或外观面。
2.钣金端子DFM核心准则
端子通过高速冲压成型,DFM关键点包括:
- 材料纤维方向:弯曲部位应与轧制方向垂直,避免平行导致开裂。
- 最小弯曲半径:通常不小于材料厚度(R≥t),以防外侧拉伸断裂。
- 搭接与凸包:凸包高度与直径比不宜过大,避免材料过度减薄甚至破裂。
- 冲裁间隙:按材料厚度与硬度选取合理间隙,间隙过小加剧模具磨损,过大产生毛刺。
- 载体设计:连续模料带载体需保证送料稳定,同时便于切断分离。
3.DFM检查表框架
设计评审时,应对照检查表逐项确认:
- 壁厚是否均匀?最大/最小壁厚比是否≤1.5?
- 有无脱模斜度缺失?是否会产生粘模风险?
- 冲压端子弯曲半径是否满足材料最小允许值?
- 镀层区域与非镀层区域是否明确界定?选择性镀金是否可行?
- 组装工序是否考虑了防呆与自动化抓取特征?
4.DFM与模具协同
DFM分析应邀请模具工程师参与,基于模流分析(Moldflow)预测充填模式与缺陷位置。针对冲压件,可利用成形仿真软件(如AutoForm)模拟回弹量,预留补偿。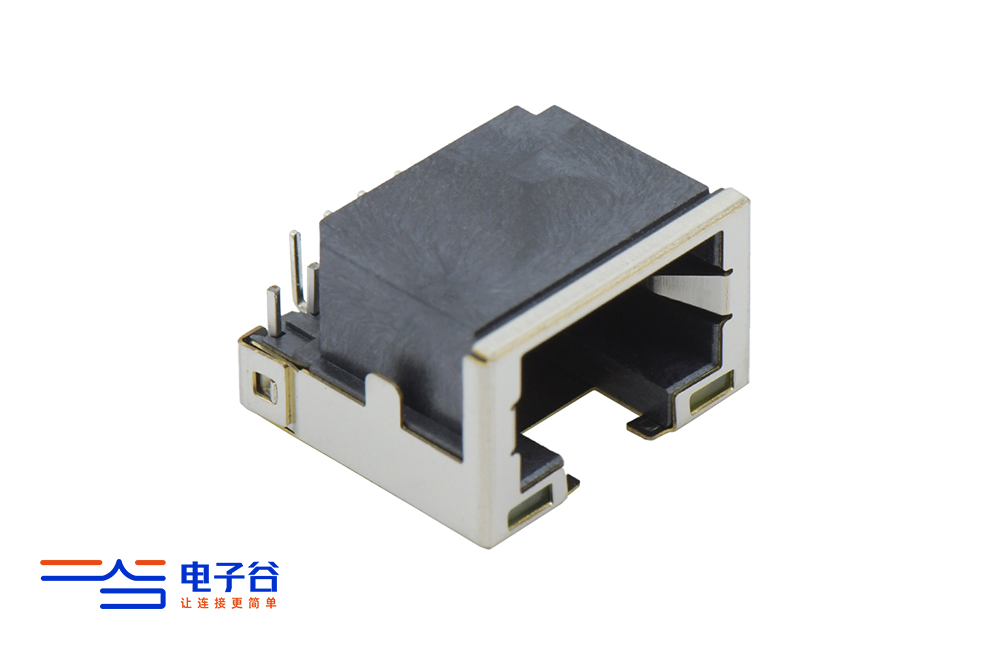
DFM不是限制创新,而是为设计创意提供可制造的实现路径。将DFM准则内化为设计习惯,结合检查表进行系统评审,可在源头上削减制造成本、提升产品质量一致性。


